
آلة الصب يموتإنتاجية عالية ، إلى حد ما يمكن أن يكون قالبًا متعدد الفتحات ؛ قالب الصب يموت طويل العمر ، زوج من قوالب الصب بالقالب ، سبيكة الصب بالقالب ، عمر يصل إلى مئات الآلاف من المرات ، حتى ملايين المرات ؛ من السهل تحقيق الميكنة والأتمتة.
البند المنتج:
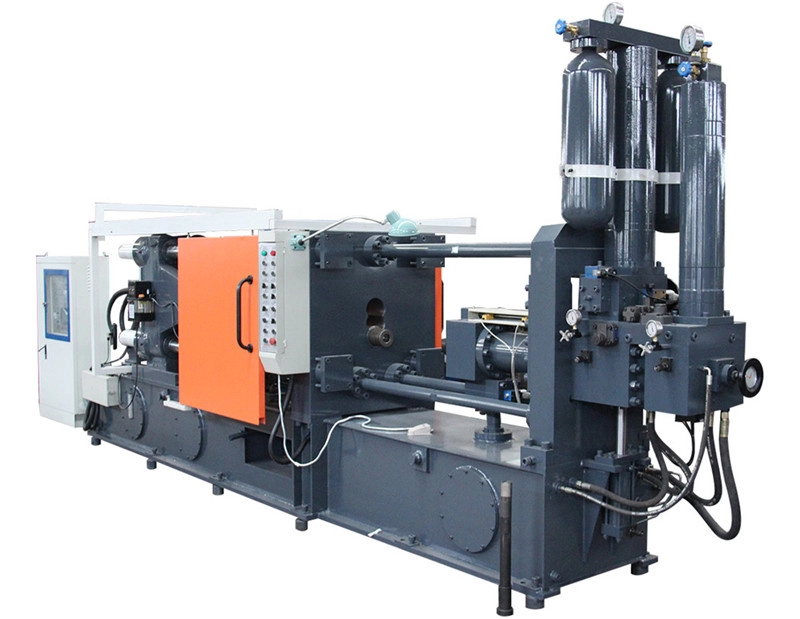
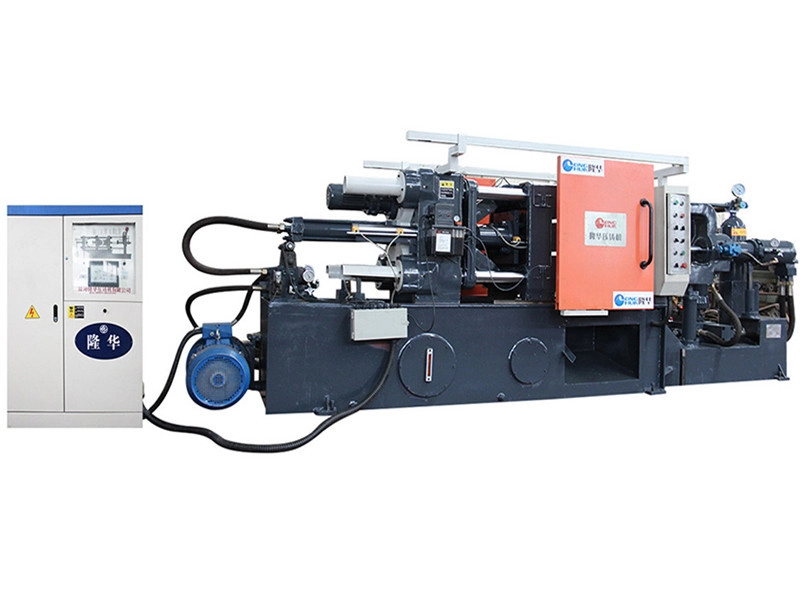
آلات الصب بالقالب للغرف الباردة على نطاق واسع (LH-1600T)
وظيفة آلة الصب بالقالب كاملة تمامًا ، لا يمكنها فقط تنفيذ صب القالب المشترك ، ولكن أيضًا ضغط الصب بالقالب ، ضغط الصب مع قلب القالب ؛ لا يمكن فقط الاستمرار في كل نوع من صب الضغط المنخفض ، فرق الضغط ، صب الجاذبية ، بعد إضافة جهاز ضخ الفراغ ، يمكنه أيضًا الاستمرار في صب الشفط الفراغي ، وصب القالب بالفراغ ، وصب القوالب بالفراغ. إذا فتحنا أذهاننا أكثر قليلاً ، فيمكننا الجمع بين المعالجة شبه الصلبة و يموت بالحدادة لتشكيل تكنولوجيا الصب والتزوير المستمر.


جدول LH من جدول المعامل القياسي (LH-1600 T)
أغراض | وحدة | تخصيص |
ضغط العمل الهيدروليكي | MPA | 16 |
قوة التثبيط | KN | 16000 |
المسافة بين قضبان التعادل | MM | 1250 * 1250 |
قطر قضيب التعادل | MM | 260 |
ضربة فتح يموت | MM | 1200 |
قوة الحقن (مكثف) | KN | 1285 |
مسافة إطلاق الزناد | MM | 360 |
موضع الحقن | MM | --175 - 350 |
قطر الزناد | MM | ¢ 110 ---- 150 |
ضربة الحقن | MM | 930 |
ضغط الصب (مكثف) | MPA | 137 - 73 |
صب تحطيم الخيوط | MM | 25 |
صب القطر | MM | 260 |
أقصى مساحة للصب تحت 40 ميجا باسكال | CM2 | 4000 |
وزن الحقن (AL) | KG | 30.8 |
ارتفاع يموت (مين - ماكس) | MM | 500 1400 |
قوة القاذف | KN | 570 |
ضربة القاذف | MM | 250 |
سعة المحرك | KW | 37 * 2 |
أبعاد الماكينة (L * W * H) | M | 11.8 * 4.6 * 4.7 |
الوزن المرجعي للرفع | T | 90 |
سعة خزان الزيت | L | 3000 |
ملاحظة: نحتفظ بالحق في إجراء أي تحسين فني دون إشعار آخر
إجراءات العمل لآلة الصب بالقالب بالغرفة الباردة
1. أغلق القالب.
2. صب السائل المعدني في غرفة الضغط يدويًا أو بأي طريقة أخرى.
3. يتحرك المثقاب العلوي للأسفل بسرعة إطلاق منخفضة ، ويدخل غرفة الضغط ويصل إلى مستوى السائل المعدني الملامس له فقط.
4. تتغير المثقاب العلوي إلى سرعة حقن أعلى للضغط لأسفل ، بينما يتحرك المثقاب السفلي لأسفل بشكل متزامن مع الثقب العلوي على مسافة نسبية مع المعدن السائل في القسم الأوسط.
5. عندما يتحرك التيار لأسفل إلى فتحة فوهة الخروج أثناء التشغيل ، سيتم دعم قاع الممر السفلي ، بحيث تضغط المثقاب العلوي والسفلي على السائل المعدني معًا ويرشها على فتحة الفوهة (جزء من العداء المباشر ) بسرعة عالية.
6. السائل المعدني يدخل تجويف القالب من البوابة الداخلية من خلال عداء مستقيم يتكون من فوهة ، غطاء البوابة ، ثقب مخروط القالب الثابت والمحول.
7. بعد الملء ، فإن المثقاب العلوي لا يزال يحتفظ بضغط معين حتى يتجمد السائل المعدني في تجويف القالب تمامًا في قالب الصب ؛ يتم ترسيخ الذبابة والسائل المعدني في حجرة الضغط إلى ذبابة مستقيمة وكعكة متبقية على التوالي.
8. رفع المثقاب العلوي وإعادة الضبط ؛ في نفس الوقت ، يتحرك المثقاب السفلي لأعلى لقطع العجينة المتبقية التي لا تزال متصلة بالبوابة المستقيمة.
9. استمر في رفع المثقاب السفلي ، ارفع الكعكة المتبقية إلى أعلى غرفة الضغط ، وقم بإزالتها يدويًا أو بوسائل أخرى ؛
10. يتم إعادة ضبط المثقاب السفلي لأسفل لسد فتحة الفوهة.
التعبئة والتغليف والشحن

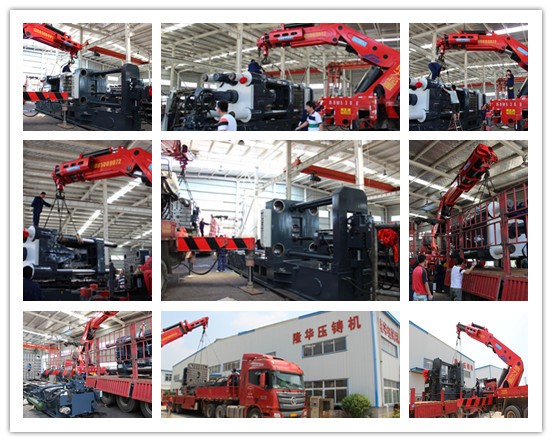
نحن ننتج آلات صب القوالب لمدة 37 عامًا ، منتجاتنا في جميع أنحاء العالم ، ولدينا تجربة تصدير غنية.
خدمة ما بعد البيع
بعد البيع ، عندما تصل آلة الصب إلى المنفذ الخاص بك ، تقوم بإرسال الدعوات ، ويذهب مهندسونا إلى بلدك لتثبيت الآلات وتصحيحها. تدريب المشغل حتى تتعلم حتى الآن.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier