تصميم آلة صب القوالب Longhua معقول وآمن وموثوق في الاستخدام ، ويلبي تمامًا متطلبات تكنولوجيا الإنتاج لجميع أنواع صب القوالب ، ويسعى جاهداً لإنشاء خدمة جديدة لغالبية العملاء.
البند المنتج:
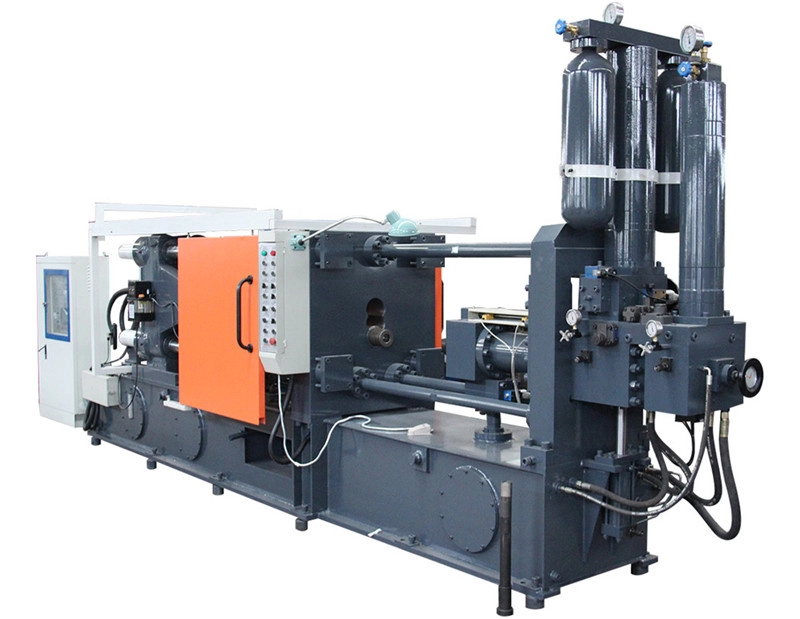
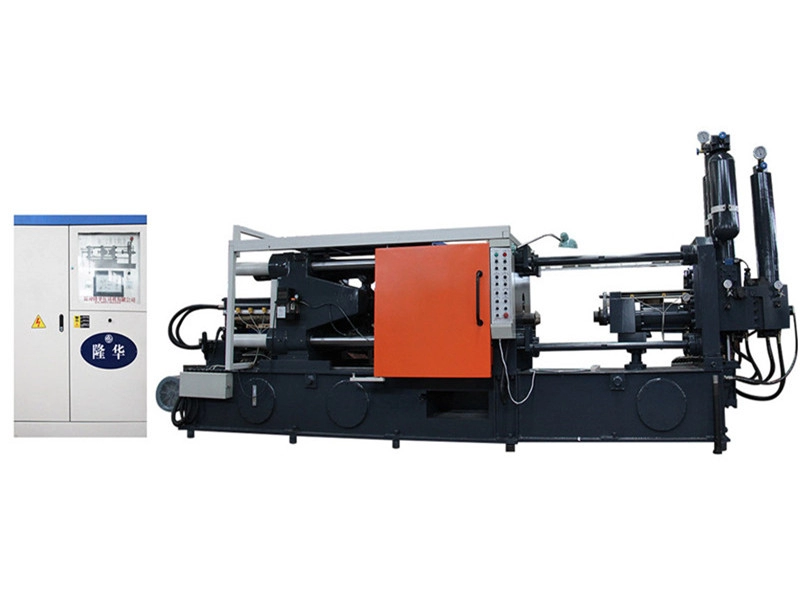
تصميم جديد لآلات صب القوالب الذكية لصنع أغطية محرك من الألومنيوم (LH-350T)
آلة الصب بالقالب بالغرفة الباردة تدفع قالب الصب بالقالب للإغلاق والفتح. عندما يكون القالب مغلقًا ، يكون لديه قدرة كافية على قفل القالب لضمان عدم تمدد السطح الفاصل للقالب أثناء عملية تعبئة الحقن. تسمى قوة التثبيت للقالب بقوة التثبيت (تُعرف أيضًا باسم قوة مطابقة القالب) ، ووحدتها هي kN ، وهي المعلمة الأساسية لتوصيف حجم آلة صب القالب.



سلسلة LH من جدول المعلمات القياسي (LH-350 T)
أغراض | وحدة | تخصيص |
ضغط العمل الهيدروليكي | MPA | 14 |
قوة التثبيط | KN | 3500 |
المسافة بين قضبان التعادل | MM | 600 * 600 |
قطر قضيب التعادل | MM | 120 ينًا |
ضربة فتح يموت | MM | 500 |
قوة الحقن (مكثف) | KN | 360 |
مسافة إطلاق الزناد | MM | 180 |
موضع الحقن | MM | 0 - 160 |
قطر الزناد | MM | ¢ 50 ---- 80 |
ضربة الحقن | MM | 480 |
ضغط الصب (مكثف) | MPA | 184/127/94 |
صب تحطيم الخيوط | MM | 12 |
صب القطر | MM | 110 |
أقصى مساحة للصب تحت 40 ميجا باسكال | CM2 | 875 |
الوزن الناجم (AL) | KG | 3.8 |
ارتفاع يموت (مين - ماكس) | MM | 250 750 |
قوة القاذف | KN | 180 |
ضربة القاذف | MM | 110 |
سعة المحرك | KW | 18.5 |
أبعاد الآلة (L * W * H) | M | 6.8 * 1.8 * 2.7 |
الوزن المرجعي للرفع | T | 14.2 |
سعة خزان الزيت | L | 700 |
PS: نحتفظ بالحق في إجراء أي تحسين فني دون إشعار آخر
ملامح آلة الصب يموت الغرفة الباردة
(1) مناسبة للصب بالقالب من الزنك والألمنيوم والمغنيسيوم والنحاس وسبائك أخرى ؛
(2) يستخدم موقع الإنتاج أقل ، ومعظمها عبارة عن أجهزة كمبيوتر صغيرة ؛
(3) يتم وضع غرفة الضغط عموديا. بعد صب السائل المعدني في غرفة الضغط ، يكون الغاز فوق السائل المعدني.
(4) يتأثر نقل الضغط بسبب العديد من نقاط تحول ضغط الحقن ، خاصة في مرحلة الضغط. بسبب الفتحة الصغيرة عند مدخل الفوهة ، فإن نقل الضغط غير كافٍ.
(5) مناسب لفتح بوابة المركز ؛
(6) يغطي اتجاه طول الآلة مساحة صغيرة ، لكن ارتفاع الماكينة مرتفع نسبيًا ؛
(7) ليس من الملائم استكشاف الأخطاء وإصلاحها عندما يتم العبث بالمحلول المعدني بالثقب السفلي ؛
(8) في عملية الإنتاج ، توجد إجراءات لقطع الكيك الزائد وإخراج الكعكة ، مما يقلل من كفاءة الإنتاج ؛
(9) عند اعتماد التشغيل التلقائي ، أضف إجراء إزالة الكعكة المتبقية من السطح العلوي للثقب السفلي.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier










